









这种情况的发生是很普遍的,所以在下料之前对于加强过程的质量监控是十分重要而且必要的。该工序的产生的质量问题主要表现在:对于长条和薄板类型的零部件在切割中变形比较厉害;由于切割气体或者板材内部存在夹渣和成份分布不均匀而导致的切割面出现马牙纹、节瘤、割痕深度超标准;气割或锯切的零部件未考虑后续工序的收缩变形而导致的零部件尺寸超标;


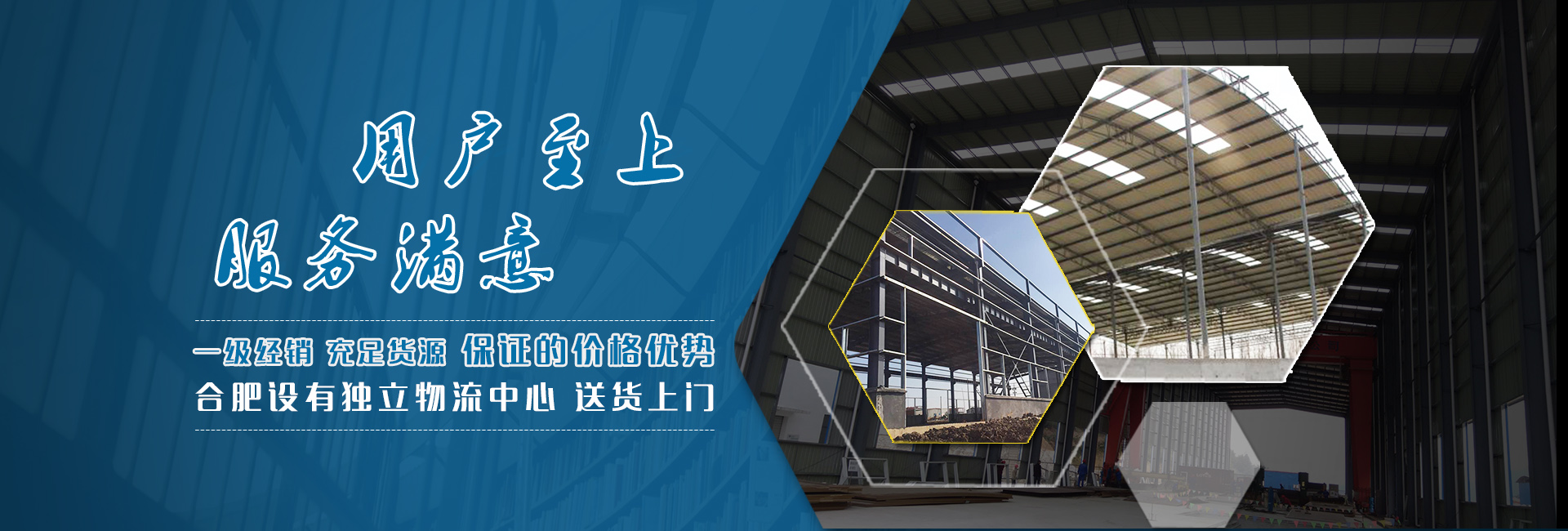
使整个厂房先有间隔的稳定的排架结构,这样可以将整个厂房安装时产生的累积误差分散到各个部分,也可以避免因自然条件影响,使已经安装的钢构件变形或脱落甚至倾覆等。在其他各排架之间的钢柱、钢梁安装时,也应独立测量和纠偏,重型钢结构厂房,而不能以旁边的排架作基准。在整个主体结构安装过程中,局部排架结构安装就位并且纠偏后,要对高强螺栓作终拧,终拧扭矩值一定要符合规范要求,检查人员应抽样测量并记录。


但实际上达不到要求,导致接合面之间的摩擦力相对减弱。鉴此,钢结构厂房防水,我们希望在设计钢结构厂房时,建议在柱面板上紧靠梁连接板下缘增加抗剪键,以确保柱对屋面的支撑能力。抗剪键虽小,六安钢结构厂房,但作用很大。为了避免和减少柱、梁、系杆及其他连接件在运输过程中发生变形,应要求运输公司在绑扎构件时,必须在全长度范围内多增加支撑点,各部件之间尽可能用木料垫实。




 在线客服
在线客服 18715077773
18715077773 114387518@qq.com
114387518@qq.com


